Металлические градирни
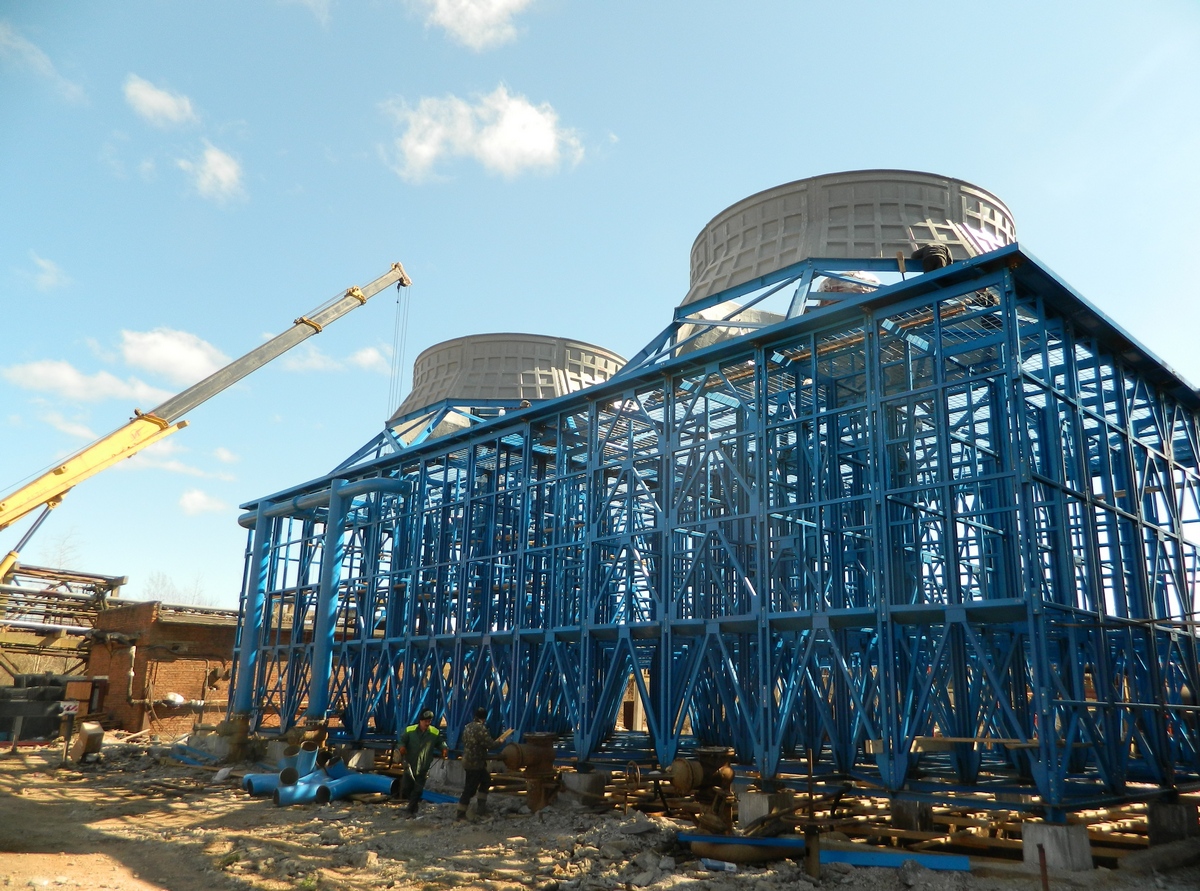
Самым распространенным материалом при строительстве градирен на сегодняшний день является металл. Он обладает всеми необходимыми свойствами, обеспечивающими долгий срок службы. На заре своего становления теплообменники строились с использованием деревянного каркаса. Впрочем, на некоторых заводах можно еще найти градирни из дерева. Относительная недолговечность и дороговизна древесины привели к применению в качестве несущего материала металл. Подавляющее большинство конструкций: от блочной миниградирни до башенных, высотой с семнадцатиэтажный дом, представляют собой пространственную металлическую конструкцию, покрытую различной обшивкой.

Градирни, строящиеся по новым технологиям, могут изготавливаться из стеклопластика, однако в России нет нормативной базы для расчета несущей способности такого каркаса. Это и является основной причиной, по которой отечественные производители градирен еще не перешли на этот материал, а используют металлопрокат при их строительстве.
В отличие от FRP (стеклопластика) при проектировании, с помощью специальных программ, рассчитываются необходимые профили несущего каркаса с учетом всех динамических и статических нагрузок, передаваемых от внешних воздействий (снег, ветер вентилятор и т.п.).
Как мы знаем, основным недостатком металла является его низкая коррозионная стойкость. В случае с градирней, металлокаркас постоянно подвержен воздействию паровоздушной смеси. Долговечность каркаса градирни будет напрямую зависеть не только от качества самого металла, но и от его обработки и внешнего покрытия.
В качестве защитного слоя металла чаще всего применяют различные покрытия на основе полимеров.
Чуть реже так называемое «холодное оцинкование» с применением цинкнаполненных составов.

Самым надежным и долговечным методом защиты металла является горячее цинкование. По этой технологии подготовленные металлические элементы опускают на короткое время в ванну с горячим цинком, после чего и происходит реакция с формированием надежного покрытия на поверхности металла. При использовании такой технологии монтаж самого каркаса возможен только на болтовых соединениях.
В отличие от горячего цинкования другие методы защиты дают возможность проводить сварочные работы непосредственно на объектах строительства с последующей обработкой и защитой сварочных швов.
Средний срок службы каркаса защищенного горячим цинком составляет 25-30 лет. Современные же цинкнаполненные составы вплотную приблизились к горячему цинку по своим характеристикам и свойствам.
Несмотря на бурное развитие новых технологий и материалов, металл еще долго будет решать основную роль при строительстве градирен.